Center Tsav Tshuab dhos Rau Axle

Tsheb qag tshuab tsom xam

Tsheb qag
Cov axles nrog lub log ntawm ob sab ntawm lub hauv qab (thav duab) yog sib sau ua ke hu ua tsheb qag, thiab cov axles uas muaj peev xwm tsav tsheb feem ntau hu ua axles. Qhov sib txawv tseem ceeb ntawm ob yog seb puas muaj kev tsav tsheb hauv nruab nrab ntawm lub qag (axle). Nyob rau hauv daim ntawv no, lub tsheb qag nrog lub tsav tsheb yog hu ua lub tsheb qag, thiab lub tsheb tsis muaj tsav yog hu ua lub tsheb qag los qhia qhov txawv.
Nrog rau kev xav tau ntau ntxiv rau kev thauj mus los thiab kev thauj mus los, qhov zoo tshaj ntawm cov tsheb axles, tshwj xeeb tshaj yog cov tsheb thauj khoom thiab cov tsheb thauj mus los, hauv kev thauj mus los thiab kev ua haujlwm tshwj xeeb tau dhau los ua qhov pom tseeb, thiab kev lag luam xav tau nce ntxiv.
Cov cuab yeej no tsom xam cov txheej txheem machining ntawm lub qag, vam tias yuav pab cov neeg siv khoom xaiv lub tshuab CNC zoo dua.


Automobile qag classification:
Hom axles txawv raws li hom nres, thiab muab faib ua: disc nres axles, nruas nres axles, thiab lwm yam.
Raws li qhov loj ntawm tus ncej ncej, nws muab faib ua: American qag, German qag; lwm.
Raws li cov duab thiab cov qauv, nws muab faib ua:
tag nrho: khoom square raj qag, hollow square raj qag, hollow round qag;
split lub cev: ncej taub hau + hollow ncej raj vuam.
Los ntawm kev ua cov ntsiab lus ntawm lub qag, cov khoom thiab hollow axles muaj feem xyuam rau kev xaiv cov khoom siv.
Cov hauv qab no yog kev tsom xam ntawm cov txheej txheem tsim khoom ntawm tag nrho cov qag (tseem muab faib ua cov khoom thiab hollow; square tube thiab round tube), thiab cais qag (khoom thiab hollow ncej taub hau + hollow ncej raj vuam), tshwj xeeb tshaj yog cov txheej txheem machining. yog soj ntsuam kom zoo xaiv lub tshuab tsim nyog.
Cov txheej txheem ntau lawm thiab tshuab rau tsheb axles:
1. Cov txheej txheem tsim khoom ib txwm muaj ntawm tag nrho qag:

Los ntawm cov txheej txheem saum toj no, yam tsawg kawg peb hom tshuab cuab yeej yuav tsum tau ua kom tiav cov machining: milling tshuab los yog ob-sided tho txawv tshuab, CNC tshuab dhos, drilling thiab milling tshuab, thiab CNC tshuab dhos yuav tsum tau tig ib ncig (qee cov neeg muas zaub muaj. xaiv ob lub taub hau CNC tshuab dhos). Hais txog kev ua cov xov, yog tias txoj kab uas hla yog quenched, nws yog ua tiav tom qab quenching; Yog tias tsis muaj quenching, nws tau ua tiav hauv OP2 thiab OP3, thiab OP4 thiab OP5 cov cuab yeej sib txuas tshuab raug tshem tawm.

Los ntawm cov txheej txheem tsim khoom tshiab, lub tshuab milling siv rau machining (khoom axle) los yog ob-sided tho txawv tshuab (hollow qag) ntxiv rau CNC tshuab dhos, tsoos OP1 milling, OP2, OP3 tig ib ntus, thiab txawm tias OP5 drilling thiab milling Nws tuaj yeem hloov tau. los ntawm ob-kawg CNC tshuab dhos OP1.
Rau cov khoom axles qhov twg txoj kab uas hla tsis xav tau quenching, tag nrho cov ntsiab lus machining tuaj yeem ua tiav hauv ib qho kev teeb tsa, suav nrog milling qhov tseem ceeb grooves thiab drilling radial qhov. Rau qhov hollow axles qhov twg txoj kab uas hla tsis tas yuav tsum tau quenching, tsis siv neeg hloov dua siab tshiab clamping txheem yuav tsum tau paub nyob rau hauv lub tshuab cuab yeej, thiab cov ntsiab lus machining tuaj yeem ua tiav los ntawm ib lub tshuab cuab yeej.
Xaiv ob-kawg axle tshwj xeeb CNC lathes rau tshuab lub axles ho txo txoj kev machining, thiab hom thiab ntau ntawm cov cuab yeej xaiv tshuab yuav raug txo.
3.Split qag ntau lawm txheej txheem:

Los ntawm cov txheej txheem saum toj no, cov cuab yeej ua haujlwm ntawm lub qag raj ua ntej vuam tuaj yeem raug xaiv ua ob-kawg CNC tshuab dhos. Rau kev ua haujlwm ntawm lub qag tom qab vuam, tshwj xeeb CNC tshuab dhos rau ob-kawg axles yuav tsum yog thawj qhov kev xaiv: kev ua haujlwm ib txhij ntawm ob qho kawg, kev ua haujlwm siab thiab kev ua haujlwm zoo. Yog hais tias lub qhov tseem ceeb thiab radial qhov ntawm ob qho kawg ntawm lub qag yuav tsum tau muab tshuab, lub tshuab kuj tuaj yeem nruab nrog lub tshuab fais fab los ua cov txheej txheem txuas ntxiv thiab lub qhov radial ua ke.
4.Qhov kom zoo dua thiab feature ntawm cov txheej txheem tshiab xaiv tshuab:
1) Concentration ntawm cov txheej txheem, txo lub sij hawm ntawm workpiece clamping, txo lub sij hawm ua hauj lwm pab, siv lub simultaneous ua technology nyob rau hauv ob qho tib si hnub, ntau lawm efficiency yog ho txhim kho.
2) Ib zaug clamping, ib txhij ua tiav ntawm ob qhov kawg txhim kho qhov tseeb machining thiab coaxiality ntawm lub qag.
3) Txo cov txheej txheem ntau lawm, txo qhov kev hloov pauv ntawm qhov chaw ntawm qhov chaw tsim khoom, txhim kho kev siv lub xaib, thiab pab txhim kho lub koom haum thiab kev tswj hwm ntawm kev tsim khoom.
4) Vim yog siv cov cuab yeej ua haujlwm siab, nws tuaj yeem nruab nrog kev thauj khoom thiab tshem tawm cov khoom siv thiab cov khoom siv cia kom ua tiav cov khoom siv hluav taws xob tag nrho thiab txo cov nqi zog.
5) Lub workpiece yog clamped nyob rau hauv nruab nrab txoj hauj lwm, lub clamping yog txhim khu kev qha, thiab lub torque yuav tsum tau rau kev txiav ntawm lub tshuab cuab tam yog txaus, thiab loj npaum li cas ntawm tig yuav ua tau.
6) Lub tshuab cuab yeej tuaj yeem nruab nrog cov cuab yeej tshawb nrhiav tsis siv neeg, tshwj xeeb tshaj yog rau lub hollow qag, uas tuaj yeem ua kom cov tuab tuab ntawm lub qag tom qab machining.
7) Rau hollow axles, thaum lub puab qhov ntawm ob qho kawg ntawm OP1 sequencer tiav lawm, cov neeg siv khoom ib txwm siv ib kawg los tsa lub clamp thiab lwm qhov kawg siv lub tailstock kom nruj lub workpiece rau tig, tab sis qhov loj ntawm lub qhov sab hauv yog txawv. Rau qhov me me sab hauv, qhov nruj nruj yog tsis txaus, lub sab saum toj nruj torque tsis txaus, thiab kev txiav tsis tuaj yeem ua tiav ..
Rau lub tshuab dhos ob lub ntsej muag tshiab, lub hollow qag, thaum lub puab qhov ntawm ob qho kawg ntawm lub tsheb tiav lawm, lub tshuab cia li hloov lub clamping hom: ob kawg yog siv los zawm lub workpiece, thiab nruab nrab tsav floats lub workpiece. xa torque.
8) Lub headstock nrog built-in hydraulic clamping workpiece tuaj yeem txav mus rau hauv Z kev taw qhia ntawm lub tshuab. Cov neeg siv khoom tuaj yeem tuav txoj haujlwm hauv nruab nrab lub raj raj (lub raj puag ncig), lub phaj hauv qab txoj hauj lwm thiab txoj kab uas hla ntawm lub qag raws li xav tau.
5. Cov lus xaus:
Nyob rau hauv qhov kev pom ntawm qhov teeb meem saum toj no, kev siv ob-kawg CNC lathes rau lub cav tsheb axles muaj qhov zoo ntawm cov txheej txheem ib txwm muaj. Nws yog ib qho kev tsim technology siab heev uas tuaj yeem hloov cov cuab yeej siv tshuab ib txwm siv raws li cov txheej txheem tsim khoom thiab cov qauv tshuab.
Ntu nruab nrab ntawm
6.Axle cov neeg siv khoom

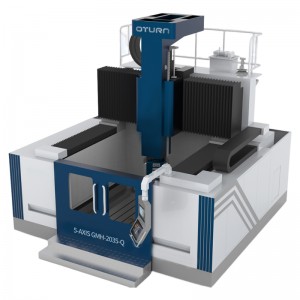
Tshwj xeeb Ob-kawg Axle CNC tshuab dhos Taw qhia
Axle ua ntau yam: ∮50-200mm, □50-150mm, ua ntev: 1000-2800mm
Tshuab qauv thiab kev qhia txog kev ua haujlwm
Lub tshuab cuab yeej siv lub 45 ° slant txaj layout, uas muaj zoo rigidity thiab yooj yim nti khiav tawm. Lub headstock nrog nruab nrab tsav clamping muaj nuj nqi yog teem nyob rau hauv nruab nrab ntawm lub txaj, thiab ob lub cuab yeej tuav yog teem rau ob sab ntawm lub spindle box. Qhov tsawg kawg nkaus clamping ntev ntawm lub tshuab yog 1200mm thiab qhov siab tshaj plaws machining ntev yog 2800mm. Cov ntawv qhia dov tau txais yuav, thiab txhua lub servo pub ncej txais lub siab-mute pob ntsia hlau, thiab cov hlua txuas txuas ncaj qha, thiab lub suab nrov qis, qhov chaw qhov tseeb thiab qhov rov ua dua qhov tseeb yog siab.
■ Lub tshuab yog nruab nrog ob-channel tswj qhov system. Ob lub cuab yeej tuav tau tuaj yeem txuas rau lub ntxaiv tib lub sijhawm los yog sib cais los ua kom tiav ib txhij lossis ua ntu zus ntawm ob qhov kawg ntawm ntu.
■ Lub tshuab yog nruab nrog ob lub taub hau. Lub ntsiab headstock yog tsau nyob rau hauv nruab nrab ntawm lub txaj, thiab lub servo lub cev muaj zog muab lub zog rau lub ntsiab ncej los ntawm toothed siv. Lub sub-spindle lub thawv yog ntsia rau ntawm cov lus qhia qis ntawm lub tshuab cuab yeej, coaxial nrog lub ntsiab spindle lub thawv, thiab tuaj yeem txav axially los ntawm servo lub cev muaj zog los pab txhawb kev thauj khoom thiab tshem tawm ntawm qhov chaw, thiab nws yooj yim los kho qhov sib txawv clamping. txoj haujlwm. Thaum machining qhov chaw, lub sub-spindle puag yog xauv rau lub tshuab rail. Lub coaxial raug ntawm ob lub headstocks yog guaranteed los ntawm cov txheej txheem tsim, uas ua rau ib tug ntau dua degree ntawm concentricity ntawm machined qhov chaw.


■ Lub Headstock integrates lub spindle system, fixture thiab cov roj faib system, thiab muaj ib tug compact qauv thiab txhim khu kev qha kev khiav hauj lwm. Qhov tshwj xeeb clamping txoj kab uas hla thiab qhov dav ntawm lub taub hau yog txiav txim siab los ntawm tus neeg siv khoom lub tog raj kheej.
Lub taub hau tseem ceeb yog qeeb los ntawm ob theem ntawm txoj siv sia thiab iav, ua rau lub ntxaiv kom tso tawm lub zog loj. Lub clamp yog ntsia rau ntawm sab laug kawg ntawm lub ntsiab headstock thiab sab xis kawg ntawm lub sub-headstock raws li kom paub qhov clamping ntawm qhov chaw. Thaum lub ntsiab headstock tsav cov khoom tig, lub sub-headstock clamping qhov chaw tig nrog lub ntsiab headstock.



Lub fixture yog nruab nrog peb lub tog raj kheej radial (plaub radial thooj voos kheej kheej yog tias ob qho tib si puag ncig thiab cov khoom siv square yog clamped), lub piston yog reciprocated los ntawm hydraulic siab, thiab cov claws raug ntsia rau qhov kawg ntawm lub piston kom paub txog tus kheej- centering ntawm qhov chaw. Clamping. Nws yog qhov ceev thiab yooj yim los hloov cov claws thaum hloov cov khoom. Lub clamping quab yuam yog kho los ntawm hydraulic system hydraulic siab. Thaum lub tshuab yog machined, lub clamp rotates nrog lub ntsiab ncej, thiab cov roj tis system muab cov roj rau lub clamp, kom lub clamp muaj txaus clamping quab yuam thaum tig. Lub clamp muaj qhov zoo ntawm qhov loj clamping quab yuam thiab loj claw stroke.
■ Yuav kom daws tau qhov teeb meem ntawm cov phab ntsa tuab tuab tom qab tus neeg siv khoom hollow qag machining, lub tshuab tuaj yeem nruab nrog cov khoom siv tshuaj xyuas tsis siv neeg. Tom qab lub qag clamping tiav lawm, lub workpiece yuav pom tias qhov kev sojntsuam txuas ntxiv thiab ntsuas qhov chaw ntawm lub workpiece; Tom qab kev ntsuas tiav, lub cuab yeej rov qab mus rau hauv qhov chaw kaw.


Rau kev sib txawv machining txheej txheem ntawm hollow axles, yog hais tias tus bearing txoj hauj lwm yog siv raws li lub clamping siv, lub tshuab qauv nrog tsis siv neeg clamping thiab clamping yuav raug xaiv, thiab cov programmable tailstock yog muab rau ntawm ob sab ntawm lub ntsiab thiab auxiliary spindle taub hau kom tau raws li tus kev xav tau ntawm ib lub tshuab. Nws yuav tsum ua kom tiav cov txheej txheem ntawm ob kauj ruam ib zaug. Nyob rau tib lub sijhawm, nws kuj ua rau qhov chaw ntawm qhov tsis siv neeg thauj khoom thiab thauj khoom muaj kev xaiv ntau dua thiab zoo dua.
■ Cov tuav cov cuab yeej sab laug thiab sab xis tuaj yeem nruab nrog cov cuab yeej siv hluav taws xob zoo tib yam lossis lub zog turrets. Lawv muaj cov haujlwm drilling thiab milling, uas tuaj yeem ua tiav qhov drilling thiab milling ntawm qhov tseem ceeb.
■ Cov cuab yeej siv lub tshuab yog kaw tag nrho thiab nruab nrog lub tshuab lubrication tsis siv neeg thiab tsis siv neeg nti tshem tawm (pem hauv ntej). Nws muaj kev tiv thaiv zoo, zoo nkauj tsos, ua haujlwm yooj yim thiab kho yooj yim.
■ Lub tshuab nthuav dav specifications thiab configurations raug txiav txim raws li lub qag yuav tsum thiab cov neeg yuav tsum tau, thiab yuav tsis rov hais dua ntawm no.



Ua tsaug rau koj mloog!